ROLLER CONVEYORS

They are produced in a wide variety of sizes and materials. They find a broad range of applications in the transportation of consumer goods, finished products, packaging, and logistics. They are suitable for material handling within enclosed spaces.
Roller conveyors can be divided into motorized (with an electric motor) and non-motorized types, relying on manual pushing or gravity for movement.
BELT CONVEYORS

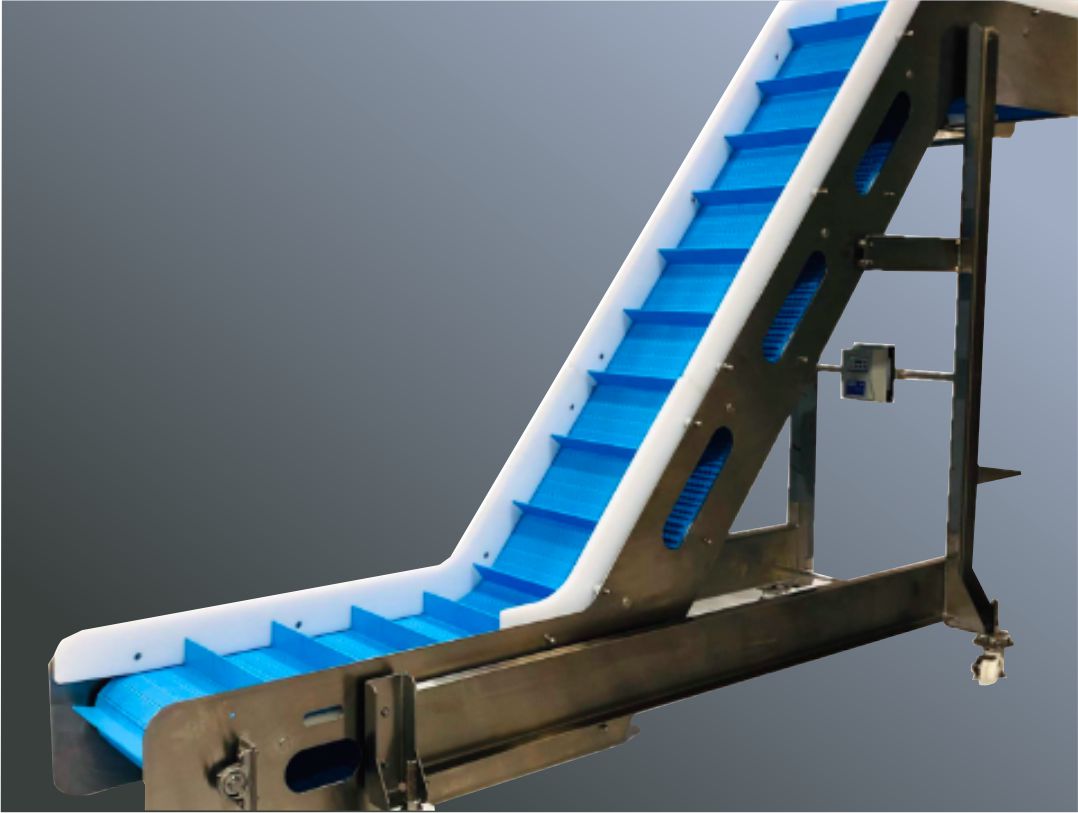
ELEVATORS
Flat-top chain conveyors

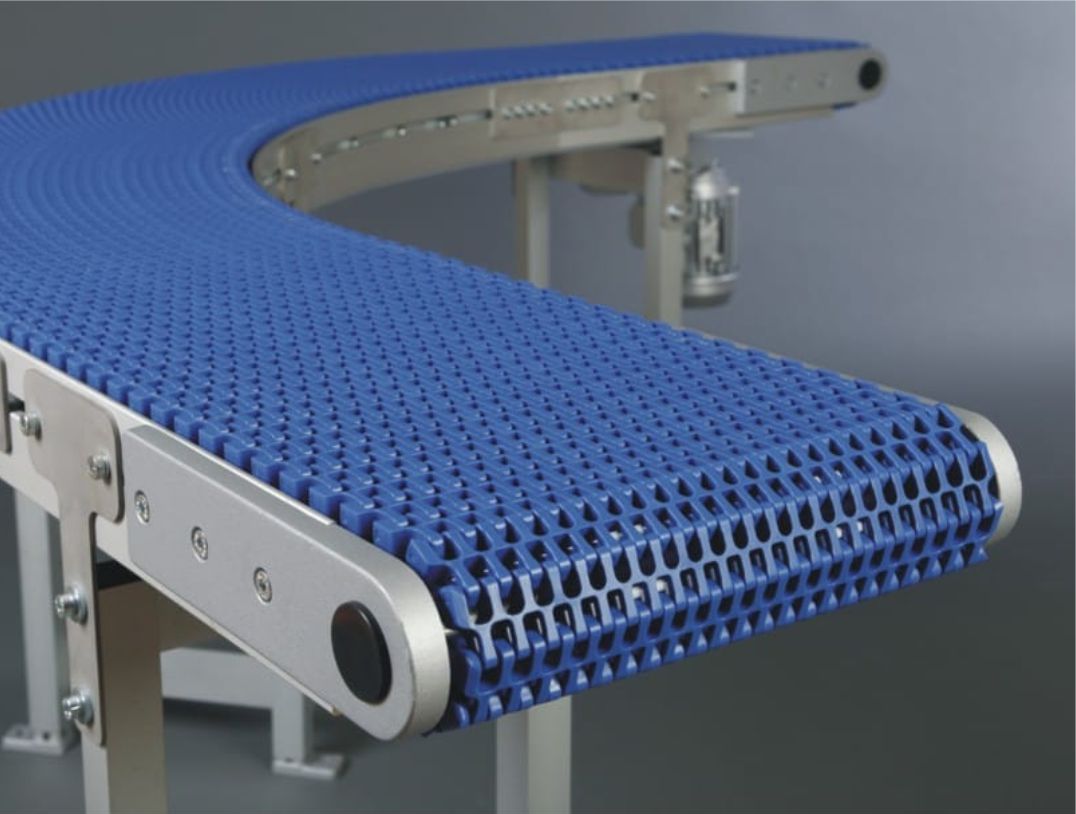
Modular chain conveyors
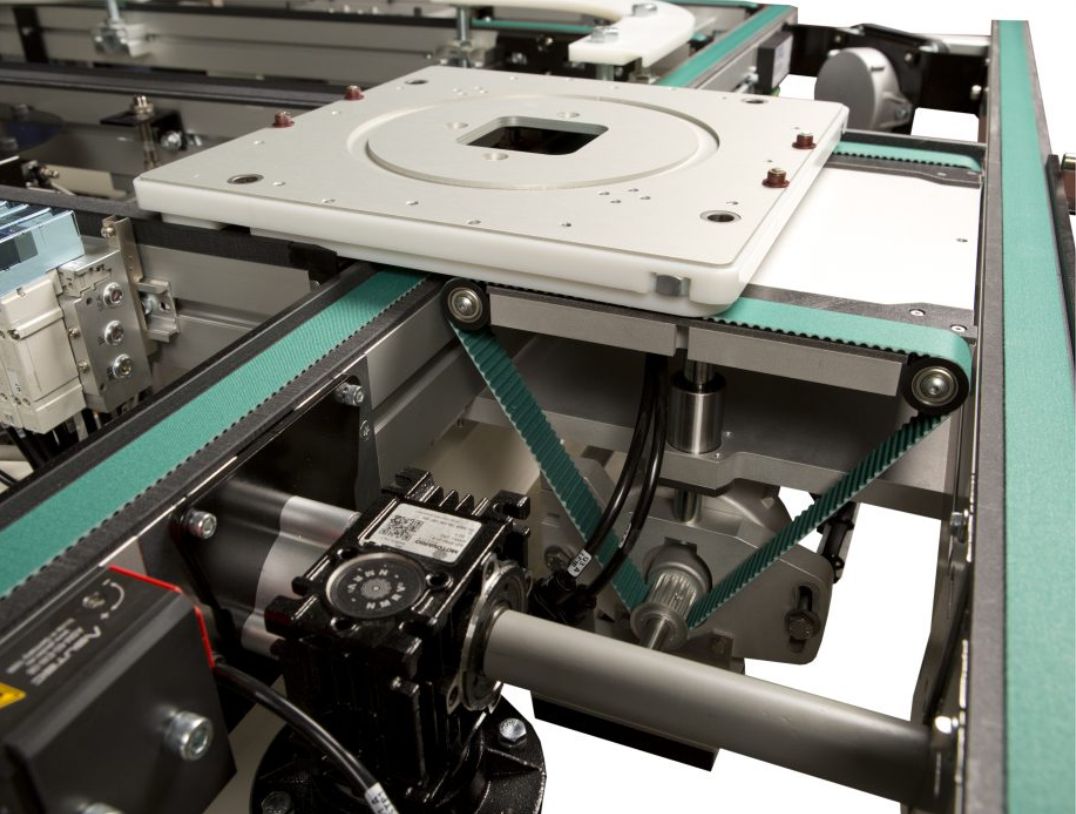
PALLET TRANSFER SYSTEMS
| © 2011-2019 MASTER Ltd. All rights reserved. |
|
ruse@master-bg.com |
| design and development by |